
Iron and steel metallurgy industry toxic and harmful gas monitoring program
1.1.1 is conducive to the reuse of resources and the reduction of enterprise costs
Generally speaking, each production of 1t of crude steel requires about 2.1×107kJ of energy, about 4.2×106kJ of blast furnace gas, 4.2×106kJ of coke oven gas and 1.0×104kJ of converter gas, by-product gas accounts for about 30%-40% of the total energy income of iron and steel enterprises. Therefore, the recycling of by-product gas can greatly reduce the cost of iron and steel metallurgy industry and realize the effective use of resources. Whether the gas has the value of recovery depends on the concentration of energy gases such as CO in the gas, CO and O2 online monitoring system is the key to measure the concentration of gas.
1.2 Ensure the safety of production behavior
The CO concentration in blast furnace and coke oven gas is high, and its mixed explosion limit in the air is 12.5% ~ 74%, as long as the concentration reaches the explosion limit, it is extremely easy to explode when it encounters an open flame. The harmfulness and explosion possibility of carbon monoxide are related to its concentration, so it is necessary to use advanced technology to monitor CO and O2 in gas in real time.
1.3 Need for environmental protection
At present, there are more than 20 iron and steel enterprises with an annual output of 4 to 20 million tons of steel, of which a considerable part of the blast furnace gas emissions of 100,000 to 300,000 m3/H. According to such emissions, it can be inferred that metallurgical enterprises can seriously affect the air quality of several kilometers around, causing atmospheric pollution. Serious air pollution not only harms the health of the surrounding residents, but also worsens the ecological environment. In short, the quality of the surrounding environment of metallurgical enterprises is closely related to the concentration of CO emitted.
2. Status quo of flue gas online monitoring technology
At present, non-spectral infrared gas detection and electrochemical detection methods and spectral absorption laser sensing technology are used in domestic gas. For example, the advantages and disadvantages of existing technologies for online smoke monitoring are compared in Table 1
3. Shengkaian - Iron and steel metallurgy industry safety production monitoring system construction scheme
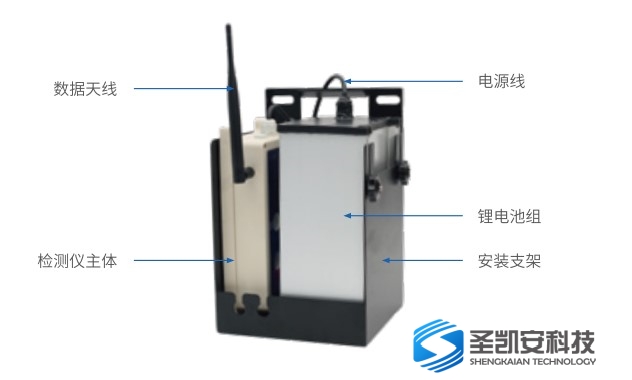
4.3.1 Selection of monitoring instrument and principle of instrument - SAN Kaian
The oxygen detector is based on the high-precision electrochemical detection principle, and the reaction time is < 10S.
The carbon monoxide detector adopts infrared and electrochemical detection principles, and the reaction time is < 10S.

3.3.2 Composition of monitoring system construction
According to the process of iron and steel metallurgy and the actual monitoring needs, the construction of safety production monitoring system consists of three parts, respectively, converter gas monitoring, blast furnace gas monitoring and coke oven gas monitoring.
3.2.1 Converter gas monitoring
An online gas analyzer is arranged in front of the cup valve on the recovery side/the cup valve on the dispersion side. Only when the CO concentration in the converter gas is measured by the CO online monitoring system is above 30%, the cup valve on the recovery side of the gas switching station is opened to enter the gas tank for storage. Otherwise, the cup valve on the dispersion side is ignited by the release tower. The online gas analyzer is arranged in front of the gas cabinet, and only the online monitoring system ensures that the O2 content in the gas cabinet will not exceed the standard (controlled below 1%) before the coking coal gas is allowed to enter the gas cabinet, otherwise the recovery will be started and stopped to ensure the stability and safety of the system.
3.2.2 Monitoring of blast furnace gas
According to the process production and safety requirements, the location of the BF gas monitoring system is divided into the following parts:
(1) Monitoring point 1: blast furnace gas analysis, CO and CO2, control of blast furnace conditions and recovery of energy gas;
(2) Monitoring point 2: Analyze O2 in the flue gas of hot blast furnace, monitor the combustion state of hot blast furnace and optimize combustion efficiency;
(3) Monitoring points 3 and 4: respectively for the mill entrance and bag exit, monitoring whether O2 exceeds the limit, play a safety detection and control role;
(4) Monitoring point 5: Monitor whether the CO in the pulverized coal bunker exceeds the limit to avoid the spontaneous combustion of pulverized coal in the pulverized coal bunker.
3.2.3 Coke oven gas monitoring
According to the process production and safety requirements, the coke oven gas monitoring system is located in the electric catcher to analyze and control the O2 in the electric tar catcher to prevent the mixture of gas and O2 to reach a certain proportion of explosion
Third, SAN Kaian technology - gas pretreatment equipment
Carbon monoxide and oxygen gas detector operating temperature acceptable range is minus 30 degrees to 50 degrees, because the temperature, humidity, oil and water, dust in the chassis is too high, so the gas detector can not directly detect, need to be cooled and dehumidified dust to detect, after the target gas after pretreatment, in line with the gas analyzer required clean gas, It can ensure the accuracy of gas detection and analysis to the greatest extent, effectively extend the service life of gas sensors, and improve the reliability of sensors.
A. Composition of gas pretreatment system:
1, constant temperature condensation and water removal device: to ensure that the gas can be efficiently condensed and water removal
2, three level filtration isolation device: oil removal, dust removal, drying
3, automatic drainage device: to ensure that the condensate is discharged in time
4. Gas sampling device
5, gas detection device
8, data storage and analysis system, data remote transmission system (RS485/4-20mA)
B. Technical parameters of gas pretreatment system:
1. Condenser pre-cooling: After the condenser is connected to the power supply, the pre-cooling time is about 3 minutes;
2, gas cooling capacity: at 50℃, 280KJ/H;
3, the ambient temperature: 2 ° C ~ 40 ° C outlet, gas dew point temperature at 1 ° C ~ 5 ° C ambient temperature set above 50 ° C, the outlet gas dew point temperature will rise in proportion to the ambient temperature rises to 100 ° C, continuous use will not damage, when the ambient temperature returns to 50 ° C below, and can restore gas performance.
4, cooling method: refrigerant
5, gas flow: 1 ~ 3L/min
6, air tightness: 0.1Mpa gas pressure drop after 15 minutes is not more than 2%
7, cooling temperature: 4℃, adjustable range of 1℃ ~ 99℃
8, overall size: 750*450*200mm
Shenzhen Shengkaian Technology Co., Ltd. is specialized in combustible gas alarms, combustible gas detectors, gas detection alarms, safety and environmental protection testing instruments and individual protective equipment development, production and sales of skills enterprises, products are widely used in metallurgy, petroleum, chemical, electric power, mining, municipal, transportation, fire protection and environmental protection and other fields
Iron and steel metallurgy indu
 Urban subway ambient air quali
Urban subway ambient air quali
 What are the sensors used to m
What are the sensors used to m
 Reservoir dam safety monitorin
Reservoir dam safety monitorin